汽車(chē)水箱模具二次頂出結(jié)構(gòu)詳解
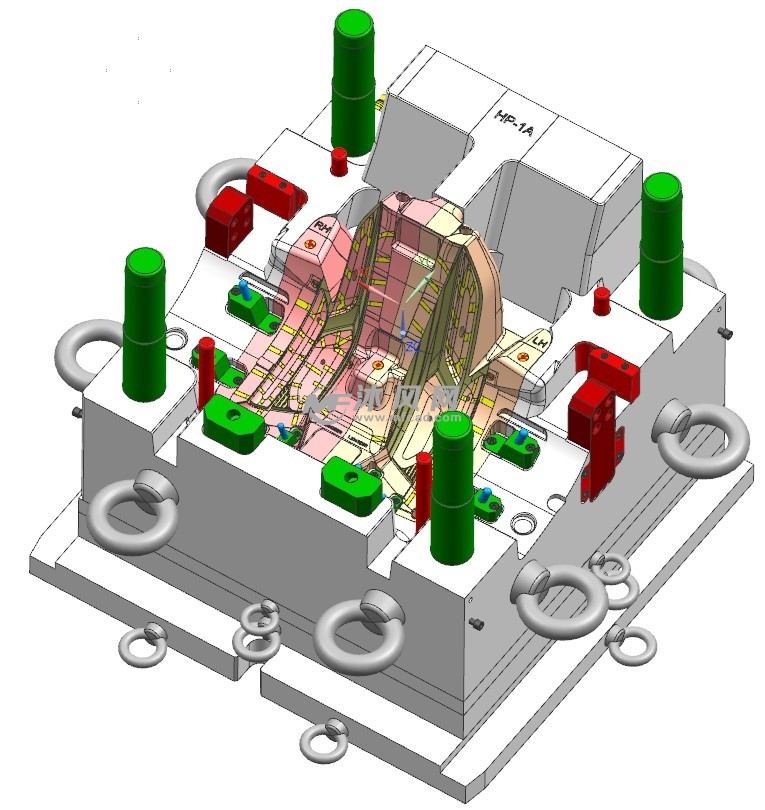
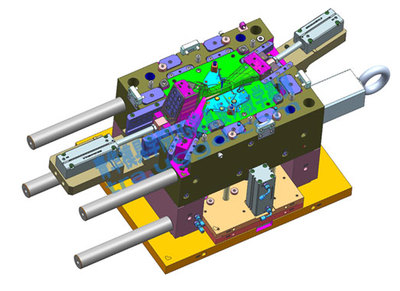
在汽車(chē)注塑模具設(shè)計(jì)中,汽車(chē)水箱這類(lèi)深腔、薄壁且?guī)в械箍刍驈?fù)雜內(nèi)部結(jié)構(gòu)的塑件,其脫模往往是一大難點(diǎn)。為了實(shí)現(xiàn)塑件的順利、無(wú)損脫模,二次頂出結(jié)構(gòu)(又稱(chēng)雙頂出或延時(shí)頂出)的應(yīng)用至關(guān)重要。本文將結(jié)合沐風(fēng)網(wǎng)等平臺(tái)上常見(jiàn)的模具設(shè)計(jì)圖紙與工程實(shí)踐,深入解析汽車(chē)水箱模具中二次頂出機(jī)構(gòu)的設(shè)計(jì)要點(diǎn)與工作流程。
一、二次頂出機(jī)構(gòu)的核心作用
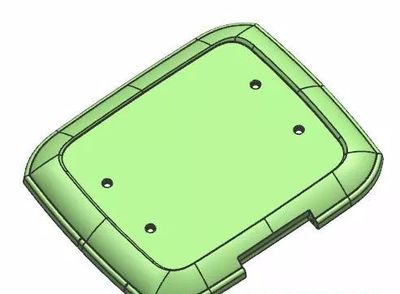
汽車(chē)水箱通常為PP或PA材料制成,結(jié)構(gòu)上常包含多個(gè)加強(qiáng)筋、安裝柱以及可能存在的側(cè)向凹槽。一次頂出可能無(wú)法使塑件完全脫離型芯,或會(huì)導(dǎo)致塑件變形、頂白甚至拉傷。二次頂出機(jī)構(gòu)的核心作用在于分階段、按順序地進(jìn)行脫模:
- 第一次頂出(主頂出):通常由頂針板驅(qū)動(dòng)一組頂針或司筒(頂管),將塑件從主型芯(動(dòng)模芯)上頂松,使其脫離大部分包緊力,但塑件可能仍局部附著在型芯的某一部分(如較深的筋位或小型芯上)。
- 第二次頂出(輔助或延時(shí)頂出):在第一次頂出行程尚未結(jié)束時(shí),通過(guò)機(jī)械式(如擺塊、T型扣、滑塊)、液壓式或氣動(dòng)式等機(jī)構(gòu),驅(qū)動(dòng)另一組頂出元件(如延遲頂針、推板、氣頂?shù)龋╅_(kāi)始動(dòng)作,將塑件從剩余難以脫模的部分完全推出,或通過(guò)改變力的作用點(diǎn)確保塑件平衡脫落。
二、汽車(chē)水箱模具二次頂出的常見(jiàn)結(jié)構(gòu)形式
在沐風(fēng)網(wǎng)等模具設(shè)計(jì)社區(qū)分享的圖紙中,針對(duì)汽車(chē)水箱的二次頂出常采用以下幾種經(jīng)典結(jié)構(gòu):
- 擺塊式(或杠桿式)二次頂出:
- 原理:在頂針板上安裝可轉(zhuǎn)動(dòng)的擺塊。第一次頂出時(shí),擺塊與動(dòng)模固定板上的擋塊接觸,推動(dòng)第一組頂針(如主頂針)運(yùn)動(dòng)。當(dāng)擺塊越過(guò)擋塊最高點(diǎn)后,在彈簧或自重作用下轉(zhuǎn)動(dòng),其支點(diǎn)發(fā)生變化,轉(zhuǎn)而推動(dòng)連接第二組頂針(如延遲頂針)的推桿,開(kāi)始第二次頂出。
- 優(yōu)點(diǎn):結(jié)構(gòu)緊湊,純機(jī)械動(dòng)作,可靠性高,成本較低。
- 應(yīng)用:適用于兩次頂出行程要求明確、空間受限的水箱模具。
- 頂針板組合式(T型扣或階梯塊式):
- 原理:將頂出系統(tǒng)分為兩塊板(如“頂針板A”和“頂針板B”),通過(guò)T型扣、階梯形掛臺(tái)或限位螺釘連接。注塑機(jī)頂桿首先推動(dòng)頂針板A,進(jìn)行第一次頂出。當(dāng)行程達(dá)到設(shè)定值時(shí),T型扣掛臺(tái)接觸或限位螺釘拉緊,開(kāi)始帶動(dòng)頂針板B一同運(yùn)動(dòng),實(shí)現(xiàn)第二次頂出。
- 優(yōu)點(diǎn):動(dòng)作順序和行程易于通過(guò)機(jī)械加工精確控制,穩(wěn)定性好。
- 應(yīng)用:廣泛應(yīng)用于需要兩組頂針有明確先后順序和不同行程的深腔水箱模具。
- 液壓(或氣動(dòng))缸輔助二次頂出:
- 原理:在模具內(nèi)集成小型液壓缸或氣缸。第一次頂出由注塑機(jī)通過(guò)頂針板完成。當(dāng)需要第二次頂出時(shí),通過(guò)注塑機(jī)或獨(dú)立控制系統(tǒng)向液壓/氣動(dòng)缸供油/供氣,驅(qū)動(dòng)局部推板、內(nèi)螺紋脫模機(jī)構(gòu)或特殊頂針完成復(fù)雜脫模動(dòng)作。
- 優(yōu)點(diǎn):頂出力大,行程和時(shí)間可靈活控制,適用于脫模阻力大或動(dòng)作復(fù)雜的場(chǎng)合。
- 應(yīng)用:常用于水箱側(cè)面有倒扣需斜頂脫模后再整體頂出,或需要非常大頂出力的重型水箱模具。
- 推板與頂針組合的二次頂出:
- 原理:塑件首先由推板(脫料板)進(jìn)行第一次頂出,使塑件外壁脫離型腔。內(nèi)置的頂針開(kāi)始動(dòng)作(第二次頂出),將塑件從型芯上完全推下。兩者之間通過(guò)延遲螺釘或彈簧等實(shí)現(xiàn)順序控制。
- 優(yōu)點(diǎn):頂出面積大,塑件受力均勻,不易變形。
- 應(yīng)用:特別適用于箱體類(lèi)、外觀要求高、不允許有頂針痕跡的汽車(chē)水箱。
三、設(shè)計(jì)要點(diǎn)與圖紙標(biāo)注
在沐風(fēng)網(wǎng)等平臺(tái)分享的注塑模圖紙中,一個(gè)優(yōu)秀的汽車(chē)水箱二次頂出設(shè)計(jì)應(yīng)清晰體現(xiàn)以下要點(diǎn):
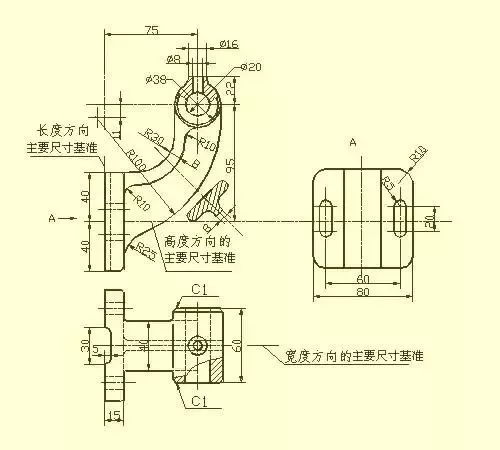
- 行程計(jì)算:圖紙上必須明確標(biāo)出第一次頂出行程(S1)、第二次頂出行程(S2)以及總頂出行程。行程需根據(jù)塑件粘模深度、斜頂滑塊所需空間等精確計(jì)算,并留有安全余量。
- 機(jī)構(gòu)詳圖:二次頂出機(jī)構(gòu)(如擺塊、T型扣、液壓缸安裝位)需有詳細(xì)的零件圖、組裝圖和剖視圖,標(biāo)明關(guān)鍵尺寸、公差、配合關(guān)系及熱處理要求。
- 順序與干涉檢查:圖紙?jiān)O(shè)計(jì)階段必須通過(guò)運(yùn)動(dòng)仿真或仔細(xì)校核,確保兩次頂出動(dòng)作順序正確,且在整個(gè)運(yùn)動(dòng)過(guò)程中,各頂出元件(頂針、推板、斜頂?shù)龋┡c模仁、模架之間無(wú)干涉。
- 復(fù)位與先復(fù)位:必須設(shè)計(jì)可靠的復(fù)位系統(tǒng)(如復(fù)位桿、復(fù)位彈簧),并考慮是否需要“先復(fù)位機(jī)構(gòu)”(如彈簧組、液壓先復(fù)位閥等),以防止二次頂出元件在合模時(shí)與尚未復(fù)位的斜頂或型芯發(fā)生碰撞。
- 頂出平衡:頂針、司筒等頂出元件的布局需考慮塑件的受力平衡,避免頂出過(guò)程中塑件歪斜、卡滯。對(duì)于大型水箱,常在流道或冷料穴處設(shè)置輔助頂針以平衡頂出力。
四、
汽車(chē)水箱模具的二次頂出結(jié)構(gòu)是保證生產(chǎn)自動(dòng)化、高效率和高成品率的關(guān)鍵。設(shè)計(jì)師需要根據(jù)塑件的具體結(jié)構(gòu)、材料特性及生產(chǎn)批量,從上述常用機(jī)構(gòu)中選擇最合適的一種或組合。沐風(fēng)網(wǎng)等平臺(tái)上豐富的模具圖紙資源,為學(xué)習(xí)這些復(fù)雜機(jī)構(gòu)提供了寶貴的實(shí)例參考。成功的二次頂出設(shè)計(jì),體現(xiàn)在圖紙上就是清晰合理的結(jié)構(gòu)表達(dá)、精確的尺寸控制以及對(duì)模具動(dòng)作邏輯的深刻理解,最終實(shí)現(xiàn)模具在注塑機(jī)上的穩(wěn)定、順暢運(yùn)行。
如若轉(zhuǎn)載,請(qǐng)注明出處:http://m.hufu2008.cn/product/53.html
更新時(shí)間:2026-03-24 09:14:05